



KulelagerToleranser forklart
Forstår du lagertoleranser og hva de egentlig betyr?Hvis ikke, er du ikke alene.Disse er ofte sitert, men ofte uten noen reell forståelse av hva de betyr.Nettsteder med enkle forklaringer på lagertoleranser er ekstremt sjeldne, så vi bestemte oss for å fylle gapet.Så hvis du vil vite hva "Mean Bore Deviation" og "Single Bore Variation" egentlig betyr?Les videre da vi håper å gjøre dette mye klarere.
Avvik
Dette dikterer hvor langt unna den nominelle dimensjonen den faktiske målingen tillates å være.Den nominelle dimensjonen er den som vises i produsentens katalog, f.eks. har 6200 en nominell boring på 10 mm, 688 har en nominell boring på 8 mm osv. Grenser for maksimalt avvik fra disse dimensjonene er ekstremt viktige.Uten internasjonale toleransestandarder for lagre (ISO og AFBMA), ville det vært opp til hver enkelt produsent.Dette kan bety at du bestiller et 688-lager (8 mm boring) bare for å finne ut at det er 7 mm og ikke passer til akselen.Avvikstoleranser lar vanligvis boringen eller OD være mindre, men ikke større enn den nominelle dimensjonen.
Gjennomsnittlig boring/OD-avvik
… eller enkeltplans gjennomsnittsdiameteravvik.Dette er en viktig toleranse når man ser nærmere på indre ring og aksel eller ytre ring og hus.Først må du forstå at et lager ikke er rundt.Det er selvfølgelig ikke langt unna, men når du begynner å måle i mikron (tusendeler av en millimeter) innser du at målene varierer.La oss ta boringen til et 688-lager (8 x 16 x 5 mm) som et eksempel.Avhengig av hvor i den indre ringen du måler, kan du få en avlesning på hvor som helst, for eksempel mellom 8 mm og 7,991 mm, så hva tar du som borestørrelse?Det er her Mean Deviation kommer inn. Dette innebærer å ta en rekke målinger i et enkelt radialt plan (vi kommer til det om et minutt) over boringen eller OD for å snitte ut diameteren til den ringen.
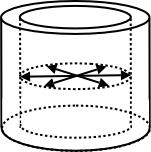
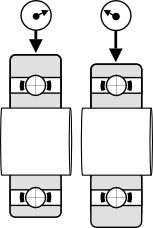
Denne tegningen representerer en indre lagerring.Pilene representerer forskjellige målinger tatt på tvers av boringen i forskjellige retninger for å hjelpe til med å oppdage gjennomsnittsstørrelsen.Dette settet med målinger er korrekt tatt i et enkelt radialt plan, dvs. på samme punkt langs lengden av boringen.Sett med mål bør også tas i forskjellige radielle plan for å sikre at boringen er innenfor toleranser langs lengden.Det samme gjelder ytre ringmål.

Dette diagrammet viser hvordan du IKKE gjør det.Hver måling er tatt på et annet punkt langs lengden av lagerringen, med andre ord, hver måling er tatt i et annet radialplan.
Ganske enkelt beregnes den gjennomsnittlige borestørrelsen som følger:
Dette er langt mer nyttig når du beregner akseltoleransen enn en enkelt boring som kan være misvisende.
La oss si at en gjennomsnittlig boreavvikstoleranse for et P0-lager er +0/-
Breddeavvik
… eller avvik av den enkle indre eller ytre ringbredden fra den nominelle dimensjonen.Trenger ikke mye forklaring her.Som med boring og OD-dimensjoner, må bredden kontrolleres innenfor visse toleranser.Siden bredden vanligvis er mindre kritisk, er toleransene bredere enn for lagerboringen eller OD.Et breddeavvik på +0/-
Variasjon
Variasjonstoleranser sikrer rundhet.I denne tegningen av en dårlig ut-

Enkel boring/OD-variasjon
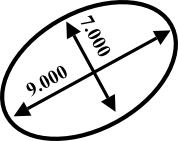
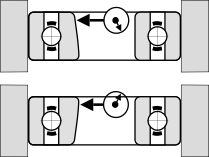
…eller mer nøyaktig, Bore/OD-diametervariasjon i et enkelt radialplan (selvfølgelig, nå vet du alt om enkelt radialplan!).Se på diagrammet til venstre der boremålene er mellom 8.000 mm og 7.996 mm.Forskjellen mellom den største og minste er 0,004 mm, derfor er variasjonen i borediameteren i dette enkelt radielle planet 0,004 mm eller 4 mikron.

Gjennomsnittlig boring/OD-diametervariasjon
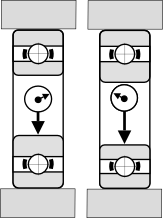
Ok, takket være gjennomsnittlig boring/OD-avvik og enkeltboring/OD-variasjon, er vi glade for at lageret vårt er nær nok til riktig størrelse og er rundt nok, men hva om det er for mye avsmalning på boringen eller OD iht. diagrammet til høyre (ja, det er sterkt overdrevet!).Dette er grunnen til at vi også har grenser for gjennomsnittlig boring og OD-variasjon.

For å oppnå gjennomsnittlig boring eller OD-variasjon, registrerer vi gjennomsnittlig boring eller OD i forskjellige radielle plan og kontrollerer deretter forskjellen mellom den største og minste.Anta at til venstre her gir det øverste settet med mål en gjennomsnittlig borestørrelse på 7,999 mm, midten er 7,997 mm og bunnen er 7,994 mm.Ta den minste vekk fra den største (7.999 –
Breddevariasjon
Igjen, veldig grei.La oss anta at den tillatte breddevariasjonen for et bestemt lager er 15 mikron.Hvis du skulle måle den indre eller ytre ringbredden på forskjellige forskjellige punkter, bør det største målet ikke være mer enn 15 mikron større enn det minste målet.
Radiell utløp

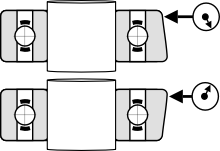
…av sammensatt lager indre/ytre ring er enda et viktig aspekt ved lagertoleranser.Anta at gjennomsnittsavviket for både indre ring og ytre ring er innenfor grensene og rundheten er innenfor den tillatte variansen, er det vel alt vi trenger å bekymre oss for?Se på dette diagrammet av en lagerets indre ring.Boreavviket er OK og det samme er borevariasjonen, men se på hvordan ringbredden varierer.Som alt annet er ikke ringbredden helt lik på hvert punkt rundt omkretsen, men radielle utløpstoleranser dikterer hvor mye dette kan variere.
Innerring utløp
… testes ved å måle alle punkter på en sirkel av den indre ringen i løpet av en omdreining mens den ytre ringen er stasjonær og tar den minste målingen bort fra den største.Disse radielle utløpstallene gitt i toleransetabellene viser den maksimale variasjonen som er tillatt.Forskjellen i ringtykkelse her er overdrevet for å illustrere poenget tydeligere.
Utløp av ytre ring
testes ved å måle alle punkter på den ene sirkelen av den ytre ringen i løpet av en omdreining mens den indre ringen er stasjonær og tar det minste målet bort fra den største.
Face Runout/Bore
Denne toleransen sikrer at lagerets indre ringoverflate er nær nok til en rett vinkel med den indre ringflaten.Toleransetall for flateløp/boring er kun oppgitt for lager av presisjonskvaliteter P5 og P4.Alle punkter på en sirkel av den indre ringboringen nær ansiktet måles i løpet av en omdreining mens den ytre ringen er stasjonær.Lageret snus og den andre siden av boringen kontrolleres.Ta det største målet bort fra det minste for å få toleransen for ansiktsutløp/boring.
Face Runout/OD
… eller variasjon av utvendig overflategeneratrisehelling med ansiktet.Denne toleransen sikrer at lagerets ytre ringflate er nær nok til en rett vinkel med den ytre ringflaten.Toleransetall for flateløp/OD er gitt for P5 og P4 presisjonskarakterer.Alle punkter på en sirkel av den ytre ringboringen ved siden av ansiktet måles i løpet av en omdreining mens den indre ringen er stasjonær.Lageret snus og den andre siden av ytterringen kontrolleres.Ta den største målingen bort fra den minste for å få toleransen for ansiktsutløp/OD-boring.
Face Runout/Raceway er veldig like, men sammenligne heller hellingen på den indre eller ytre ringbanens overflate med den indre eller ytre ringflaten.
Innleggstid: Jun-04-2021